Panel operasi tina puseur machining hiji hal anu unggal worker CNC datang kana kontak jeung. Hayu urang tingali naon hartosna tombol ieu.

Tombol beureum nyaéta tombol eureun darurat. Nalika switch ieu dipencet, alat mesin bakal eureun, biasana dina kaayaan darurat atawa teu kaduga.
alat Xinfa CNC boga ciri kualitas alus sarta harga low. Pikeun detil, mangga buka:
Pabrik Alat CNC - Pabrik & Pemasok Alat CNC Cina (xinfatools.com)

Mimitian ti tebih kénca. Harti dasar tina opat tombol nyaéta
1 Operasi otomatis program nujul kana operasi otomatis program nalika ngolah program. Biasana dianggo pikeun ngolah. Dina kaayaan ieu, operator ngan perlu clamp produk lajeng pencét tombol ngamimitian program.
2Anu kadua nyaéta tombol ngedit program. Utamana dipaké nalika ngédit program
3 Anu katilu nyaéta mode MDI, anu biasana dianggo pikeun sacara manual ngalebetkeun kode pondok sapertos S600M3
modeu 4DNC utamana dipaké pikeun in-line machining

Ieu opat tombol ti kénca ka katuhu nyaéta
1Program tombol enol, dipaké pikeun operasi zeroing
2. Modeu traverse gancang. Pencét konci ieu sareng cocogkeun sumbu anu cocog pikeun mindahkeun gancang.
3. eupan slow. Pencét konci ieu sareng alat mesin bakal gerak lalaunan sasuai.
4 tombol handwheel, pencét tombol ieu pikeun beroperasi handwheel nu

Opat tombol ieu ti kénca ka katuhu
1 Eksekusi blok tunggal, pencét konci ieu sareng program bakal eureun saatos sababaraha waktos palaksanaan.
2. Paréntah skip bagean program. Lamun aya hiji / simbol di hareup sababaraha bagéan program, lamun mencet kenop ieu, program ieu moal dieksekusi.
3. Pilih Eureun. Nalika aya M01 dina program, pencét konci ieu sareng kodeu bakal jalan.
4 instruksi démo manual

1Tombol balikan deui program
2. Konci parabot mesin paréntah. Pencét konci ieu sareng alat mesin bakal dikonci sareng moal ngalih. pikeun debugging
3. Garing ngajalankeun, umumna dipaké ditéang jeung paréntah konci alat mesin pikeun program debugging.
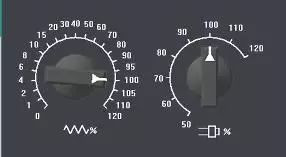
Saklar di kénca dipaké pikeun nyaluyukeun laju feed. Di katuhu nyaéta tombol adjustment speed spindle
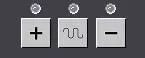
Ti kénca ka katuhu, aya tombol ngamimitian siklus, pause program, sareng eureun MOO program.

Ieu ngagambarkeun spindle pakait. Sacara umum, alat mesin teu gaduh 5 atanapi 6 sumbu. Bisa dipaliré
Dipaké pikeun ngadalikeun gerakan mesin. Pencét kenop di tengah, sarta eta bakal eupan gancang.

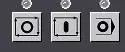
Runtuyanna nyaéta rotasi spindle maju, spindle stop, sareng rotasi mundur spindle.


Teu perlu ngajelaskeun panel numerik jeung abjad, éta ngan kawas handphone jeung keyboard komputer.
Konci POS hartina sistem koordinat. Pencét konci ieu pikeun ningali koordinat relatif sareng koordinat mutlak sistem koordinat alat mesin.
ProG mangrupakeun konci program. Operasi program saluyu umumna kudu dioperasikeun dina modeu mencét kenop ieu.
OFFSETSETTING dianggo pikeun nyetél titik alat dina sistem koordinat.
shift mangrupakeun konci shift
CAN nyaéta konci ngabolaykeun. Upami anjeun ngalebetkeun paréntah anu salah, anjeun tiasa pencét konci ieu pikeun ngabatalkeunana.
IUPUT mangrupakeun konci input. Konci ieu diperlukeun pikeun input data umum jeung input parameter.
konci sistem SYETEM. Utamana dipaké pikeun nempo setélan parameter sistem
MESSAGE utamana pituduh inpormasi
CUSTOM paréntah parameter grafik
ALTEL mangrupakeun konci substitusi, nu dipaké pikeun ngaganti parentah dina program.
Insert nyaéta paréntah sisipan anu dipaké pikeun nyelapkeun kode program.
delete utamana dipaké pikeun ngahapus kode
Tombol RESET penting pisan. Ieu utamana dipaké pikeun ngareset, ngeureunkeun program, sarta ngeureunkeun sababaraha parentah.
Tombol dasarna parantos dijelaskeun, sareng anjeun kedah latihan langkung seueur dina situs pikeun janten akrab sareng aranjeunna.
waktos pos: May-27-2024


