1. G73 (chip megatkeun siklus) biasana dipaké pikeun ngolah liang deeper ti 3 kali diaméter bor, tapi teu ngaleuwihan panjang agul efektip bor nu. 2. G81 (siklus liang deet) biasana dipaké pikeun pangeboran liang puseur, chamfering na liang teu ngaleuwihan 3 kali diaméter bor. Kalawan mecenghulna parabot cooling internal, dina raraga ngaronjatkeun efisiensi processing, siklus ieu ogé bakal dipilih pikeun pangeboran. 3. G83 (siklus liang jero) biasana dipaké pikeun ngolah liang jero.
Nalika mesin dilengkepan cooling puseur spindle (cai outlet)
Nalika alat ogé ngarojong cooling puseur (cai outlet)
Milih G81 pikeun prosés liang mangrupa pilihan pangalusna
The coolant-tekanan tinggi teu ngan baris nyokot jauh panas dihasilkeun salila pangeboran, tapi ogé lubricate ujung motong leuwih timely. Tekanan luhur ogé bakal langsung megatkeun chip bor. The chip leutik dihasilkeun ogé bakal discharged tina liang dina jangka waktu jeung aliran cai-tekanan tinggi, Ngahindarkeun maké alat jeung degradasi kualitas liang olahan disababkeun ku motong sekundér. Kusabab euweuh masalah cooling, lubrication, sarta ngaleupaskeun chip, éta solusi safest tur pang éfisiénna diantara tilu siklus pangeboran.
alat Xinfa CNC boga ciri kualitas alus sarta harga low. Pikeun detil, mangga buka:Pabrik Alat CNC - Pabrik & Pemasok Alat CNC Cina (xinfatools.com)
Bahan pamrosésan hese megatkeun chip tapi kaayaan gawé séjén anu alus
Lamun euweuh cooling puseur spindle (cai outlet)
Ngagunakeun G73 mangrupakeun pilihan alus
Siklus ieu bakal ngahontal chip megatkeun ngaliwatan waktu jeda pondok atawa jarak leutik retraction, tapi bit bor kudu boga pangabisa panyabutan chip alus. A alur chip smoother bakal ngidinan chip bisa discharged gancang ulah keur entangled jeung chip tina pangeboran salajengna, kukituna ngancurkeun kualitas liang. Ngagunakeun hawa dikomprés salaku panyabutan chip bantu oge pilihan alus.
Lamun kaayaan gawé teu stabil
Ngagunakeun G83 mangrupakeun pilihan safest
Ngolah liang jero bakal ngabalukarkeun ujung motong tina bit bor ngagem teuing gancang sabab teu bisa leuwih tiis tur lubricated dina waktu. The chip dina liang ogé bakal hésé discharged dina jangka waktu alatan jero. Lamun chip dina alur chip meungpeuk coolant nu, éta moal ukur greatly ngurangan umur alat, tapi chip ogé bakal nyieun témbok jero liang olahan rougher alatan motong sekundér, salajengna ngabalukarkeun siklus galak.
Upami alat naékkeun kana jangkungna rujukan -R saatos ngebor jarak anu pondok -Q, éta tiasa langkung cocog nalika ngolah caket handapeun liang, tapi bakal nyandak seueur waktos pikeun ngolah satengah mimiti liang, nu ngabalukarkeun runtah teu perlu.
Aya metodeu anu langkung dioptimalkeun?
Ieu dua cara pikeun ngagunakeun siklus liang jero G83
1: G83 X_ Y_ Z_ R_ Q_ F_
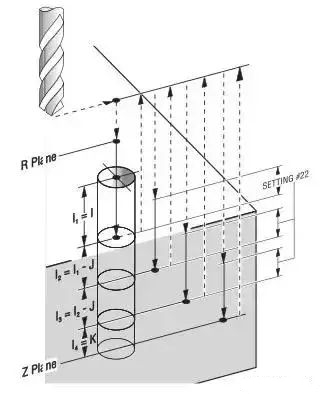
2: G83 X_ Y_ Z_ I_ J_ K_ R_ F_
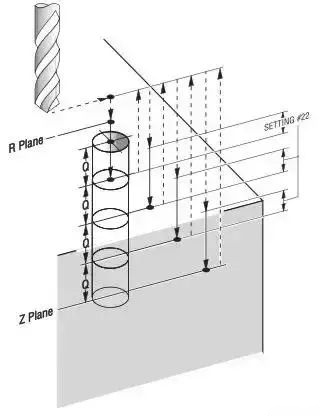
Dina metodeu anu kahiji, nilai Q nyaéta nilai konstan, anu hartosna ti luhur ka handap liang, jerona anu sami dianggo pikeun ngolah unggal waktos. Kusabab kabutuhan pikeun ngolah kaamanan, nilai pangleutikna biasana dipilih, anu ogé hartosna tingkat panyabutan logam pangsaeutikna, sareng seueur waktos ngolah dibuang sacara teu katingali.
Dina metoda kadua, jero unggal motong digambarkeun ku I, J, sarta K mungguh:
Lamun kaayaan gawé di luhureun liang téh alus, urang tiasa nyetel nilai I gedé pikeun ngaronjatkeun efisiensi processing;
Lamun kaayaan gawé di tengah liang processing nyaeta rata, kami nganggo nilai J laun ngurangan pikeun mastikeun kaamanan sarta efisiensi; lamun kaayaan gawé di handapeun liang processing goréng, urang nyetel nilai K pikeun mastikeun kaamanan processing.
Dina pamakéan sabenerna, metoda kadua bisa ningkatkeun efisiensi pangeboran anjeun ku 50% jeung ongkos nol!
waktos pos: Jul-22-2024


